If you manufacture armored vehicles or industrial drill rigs, your product depends on the strength and durability of forged metal. The advantages afforded by forging revolutionized manufacturing across industries, from construction and mining to agricultural and auto racing.
Trenton Forging has proudly served as an industry pioneer in quality impression die forging for over five decades.
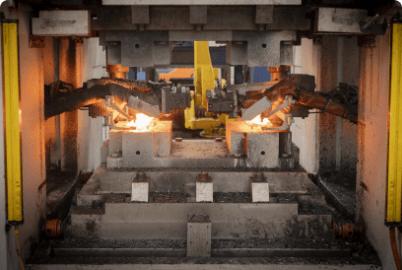
Take a closer look at Impression Die Forging by watching the featured video below:
Request a Quote
Take the next step to forging your path to success. Request a quote from our team.
Forged components excel in strength and structural integrity compared to that of cast or machined components. They are more attractive economically in subsequent operations due to reduction of material waste and machining time. If your industry requires components with complex configurations, such as automobile wheel spindles or rock-cutting drill bits, Trenton's specialized forging services are your choice for a truly superior product.
applications for impression die forging
Our impression-die forgings are designed for a wide range of asymmetrical applications as well, from military and firearm parts such as bolt breeches, to parts for heavy-duty trucks such as steering arms and cams. From simple to complex, our forged part designs are also found in agricultural, construction, marine, mining and performance vehicles.
Trenton’s impression die forging process uses multi-impression progressive dies to impact a piece of heated steel, called a billet. The malleable material ultimately becomes displaced into the impression forming the net shape of the part being produced. In hammer forging the billet may be struck several times per impression. In press forging, the billet is normally struck just once per impression. The excess material that is squeezed out along the parting plane of the dies, called the flash, is then trimmed away, leaving a finished forged component.
These cost-saving advantages, combined with the extra durability, can mean better production rates and higher profit for you. When you succeed, we know we’ve succeeded.
Symmetrical & Asymmetrical Forging
Trenton Forging can accommodate symmetrical and asymmetrical forgings. The size range for our equipment is from ounces to 20lbs.
Press & Hammer forging
Trenton Forging, an ISO-certified American forging company established in 1967, has earned a stellar reputation for excellence and innovation. Specializing in press and hammer impression die forging, we deliver high-quality, American-made products with quick turnaround times and exceptional customer service.
pre & post forming
Forging, a time-honored metalworking technique dating back to antiquity, has undergone significant evolution with the integration of modern machinery and advanced techniques. At Trenton Forging, we uphold this tradition while harnessing cutting-edge methods to achieve unparalleled precision and quality in both pre- and post-forming processes.
Induction Heating
Trenton Forging employs cutting-edge technologies, specializing in closed impression die forging for durability and strength. Our use of induction heat enhances workpiece quality, providing reliable products for your customers or machinery.
Symmetrical & Asymmetrical Forging
Trenton Forging can accommodate symmetrical and asymmetrical forgings. The size range for our equipment is from ounces to 20lbs.
Press & Hammer forging
Trenton Forging, an ISO-certified American forging company established in 1967, has earned a stellar reputation for excellence and innovation. Specializing in press and hammer impression die forging, we deliver high-quality, American-made products with quick turnaround times and exceptional customer service.
pre & post forming
Forging, a time-honored metalworking technique dating back to antiquity, has undergone significant evolution with the integration of modern machinery and advanced techniques. At Trenton Forging, we uphold this tradition while harnessing cutting-edge methods to achieve unparalleled precision and quality in both pre- and post-forming processes.
Induction Heating
Trenton Forging employs cutting-edge technologies, specializing in closed impression die forging for durability and strength. Our use of induction heat enhances workpiece quality, providing reliable products for your customers or machinery.
Quality Forged Components
For five decades as an innovator in custom impression die forging, Trenton has committed to providing our customers with the best quality forged components and the fastest turnaround times in the marketplace. We hope you will allow us to exceed your expectations and help you find the best forged steel solutions for your unique needs.
Quality Forged Components
For five decades as an innovator in custom impression die forging, Trenton has committed to providing our customers with the best quality forged components and the fastest turnaround times in the marketplace. We hope you will allow us to exceed your expectations and help you find the best forged steel solutions for your unique needs.
Our Standard Forging Timeline
Scroll through to learn more about how our forging manufacturing process works:
When you come to us for your forged parts, we can create custom impression dies using blueprints and other provided specifications. We can even create conceptual digital or plastic 3D models, dies, and sample forgings in a matter of days.
Step 2/7
Material Procurement and Preparation
After we design your dies, we order the steel for your parts in the correct diameter and grade.
Step 3/7
Billet Cutting and Preheating
Once we receive the steel for your parts, we cut them into billets, which are then preheated using our energy-saving induction heating units.
Step 4/7
Billet Shaping and Reduction
We then send the heated billets into our reducer roll, which changes the shape and diameter of the billet to ensure that it can fit the profile of the custom die.
Step 5/7
Forging and Flash Trimming
Our team then uses mechanical presses or drop hammers to shape the forged component. Any excess material (called flash) is trimmed off and sent to a steel mill for recycling.
Step 6/7
Controlled Cooling
After the shaping process is complete, we then put the forged component into a cooling conveyor.
Step 7/7
Quality Inspection and Assurance
Then, we hand-inspect your components. If needed, we may also perform digital inspections or magnetic particle inspections (MPI).
EXCEPTIONAL CAPABILITIES FOR ADVANCED FORGING
Since our beginnings in 1967, we have been innovative leaders in the forging industry due to our expert forging services and ability to quickly provide businesses with quality custom forgings. Our highly skilled staff uses a multitude of advanced technological resources and machinery to create the perfect forgings while thoroughly communicating with you to ensure your specifications are met.