Forging is a manufacturing process that many industries rely on. In fact, hundreds of forged components can be found in aircraft, vehicles, farming equipment, trains, mining machinery, and more. When compared to other processes, like casting and fabrication welding, forgings are stronger and more reliable. Additionally, because the metal forging process can produce complex geometries efficiently, it can be a more cost-effective manufacturing process.
One common misconception is that forging is one universal method; in reality, there are several methods that a forging manufacturer may use. In general, forging can be classified in two ways: by the tooling and by temperature.
In this article, we’ll cover each forging method, as well as highlight the main types of equipment used in forging.
Let’s start with the first classification: forging by tooling
Forging by Tooling

The words “die” and “tooling” are often used interchangeably in the forging industry. They refer to the device that is used to shape a (usually pre-heated) billet, ingot, preform, or bar. When comparing forging by the tooling that is used, there are three primary methods: impression die, open die, and rolled ring.
Impression Die Forging
With impression die forging, metal is squeezed/compressed between two custom dies that each have pre-cut profiles/cavities (or impressions) of the final part shape.
Then, using various types of equipment, like a mechanical press or a drop hammer, the billet or preform is compressed while it undergoes plastic deformation. In each impression, the workpiece is forced into the cavity as the flash (excess metal) flows out into the die. As the flash cools, pressure builds up in the impression which helps ensure a more uniform component. Then, the flash is removed either manually or with trimming dies.
Impression die forging is primarily used for manufacturing complex symmetrical and asymmetrical forged components. This method can also achieve closer tolerances when compared to open die forging.
Open Die Forging
In open die forging, a workpiece (ingot, bar, billet, or preform) is deformed between an upper and lower flat-faced die, and the movement of the workpiece itself is largely what helps shape the final part.
In addition to flat-faced dies and hammers (or presses), there are other tools that can be used in open die forging, including saddles, blocks, rings, mandrels, and punches.
The components made in open die forging are usually simple in shape (long and rectangular, flat and round, etc.) and can be further machined after the forging process.
Open die forging is used to produce components of all sizes, but, when it comes to complexity, impression die forging is usually the preferred method over open die forging.
Rolled Ring Forging
The last method by tooling is rolled ring forging. Unlike impression die and open die, the roll forging method does not utilize dies, and it is used to make very specific shapes: rings.
This forging process can be used to make all types and sizes of seamless rings. Roll forging is preferred over machining, cutting, and casting because it can produce components to tight tolerances. Additionally, forging eliminates internal porosity, unlike casting, which reduces creep, fatigue, and other issues.
In roll forging, the stock is usually preformed. The preform technique used in roll forging is called punching. As the name implies, a hole is punched into the stock, creating a donut shape. Then, the preform is run through a rolling mill until the final component is produced.
All types of components can be created by roll forging, including engine bearings, wheel bearings, flanges, and gears.
Forging Processes by Temperature
Metal forging processes can also be categorized by the actual temperature of the workpiece. Different temperatures affect the plasticity of the metal, the final quality of the piece, and can determine many of the component’s final mechanical properties, including strength, ductility, and resistance to impact or fatigue.
When categorizing forging by temperature, there are three primary methods: hot, warm, and cold.
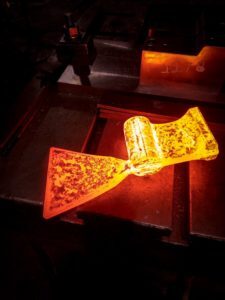
Hot Forging
In hot forging, typically the dies/tooling are pre-heated to a specific temperature and then the workpiece itself is heated to a predetermined temperature. The temperature used in hot forging varies based on the raw material being used, the component that is being produced, and any specific application requirements.
In hot forging, heat makes the metal more ductile, and the consistent pressure of the dies squeezing hot metal produces a more refined grain structure and thus stronger, more ductile components.
Warm Forging
In warm forging, a workpiece is heated within a specific range: above work hardening temperature, but below the scaling temperature.
Warm forging covers a range of forged products that do not require the expense and tight tolerances of cold forging or the higher strength yield of hot forging. Warm metal forging is typically used for parts that are already close to their final shape, such as shafts and gears.
Cold Forging
As the name suggests, the cold forging process is performed at cooler temperatures (anywhere between room temperature to just a few hundred degrees).
Cold forging also utilizes other processes including bending, coining, rolling, and extruding, depending on the type of component that is being produced. The metal used in the process is also typically annealed or softened during the forging process, and continuous lubrication is required during this process to prevent frictional heat.
Although cold forging is extremely precise, and often requires little to no finishing work, hot forging is still the preferred method for complex, custom forgings. Additionally, components that are cold-forged are more likely to contain residual stresses, which can eventually lead to cracking, warping, and other issues.
Equipment Used in Forging
If you ever see or hear terms like press forging or hammer forging, this is referring to the type of equipment being used during a particular forging process.
Presses
During open die or impression die forging, manufacturers may use a press, which allows for the controlled deformation of a workpiece through high pressure. There are several types of presses: screw, hydraulic, and mechanical.
A screw press drives a power ram up or down on a screw shaft to press-form metal. A hydraulic press uses a cylinder under hydraulic oil pressure, and a mechanical press is actuated by a gear, lever, or other mechanical operator connected to a motor and a crankshaft.
Drop Hammers
Next, a drop hammer, as the name implies, uses the power of a heavy metal hammer that when dropped from a height (gravity-powered) or power-assisted, will strike the workpiece. The powerful blow releases kinetic energy to deform the metal, and typically about three blows at each stage is enough to shape the molten metal, although this number can vary.
Counterblow Hammers
For very large metal parts, a counterblow hammer imparts high-impact energy of a tonnage hammer onto a die. The hammer moves in opposite directions with each blow and offers more precise formation of large forgings. Counterblow hammers may be operated by hydraulic or pneumatic drive systems.
Ring Rollers/Rolling Mills
A ring roller, rolling mill, or reduction mill is mostly used in seamless rolled ring forging, but can also be used to preform stock during open die or impression die forging. In the rolling mill, a preform is passed through the machine’s rolls, which then shapes the final component (additional machining of the component may be required after it passes through the rolling mill). Some rolling mills even include a manipulator, which is used to punch the stock.
Is One Forging Method Better Than the Other?
There is no particular forging method that is inherently “better” than the other. Each will have unique advantages depending on the size, shape, and quantity of components, the complexity of the forged parts, or any demanding strength or mechanical properties.
Some part geometries are also better suited to certain processes and equipment. In one of our previous articles, we’ve highlighted some of the many benefits of each forging process. Click here to learn more about the advantages of each process.
Have Questions? Contact Trenton Forging Today
Trenton Forging is a U.S.-based forging manufacturer that specializes in both hot forging and impression die forging. We are capable of producing both symmetrical and asymmetrical custom components from steel, stainless steel, and steel alloys. Some of our other capabilities include prototyping and reverse engineering, custom tooling, and machining.
If you have general questions about our metal forging process, or would like to request a quote, fill out our online form today.
